การขึ้นรูปพลาสติกด้วยการฉีดพลาสติก ทางวิ่งของน้ำพลาสติกเข้าสู่แม่พิมพ์ (gate) นั้นเป็นสิ่งสำคัญ รูปแบบของทางเข้านั้นก็เหมาะสมกับพลาสติกประเภทต่างๆ ในบทความนี้จะนำเสนอทางเข้าน้ำพลาสติกแบบ tab gate
โดยลักษณะของ gate จะเป็น 2 ส่วน คือ ส่วนที่เป็น พื้นที่หน้าตัดแบบสี่เหลี่ยมต่อระหว่าง Tab กับทางวิ่ง (runner) รอยต่อของ gate และ tab นี้โดยปกติจะออกแบบให้เป็นมุมฉาก เพื่อ
ใน แม่พิมพ์พลาสติก เมื่อ ฉีดพลาสติก เหลวเข้าสู่แม่พิมพ์ พลาสติกเหลวจะเข้าไปแทนที่อากาศภายในแม่พิมพ์ ทำให้อากาศภายในจะถูกดันให้ออกสู่ภายนอก ในกรณีที่จุดระบายอากาศในแม่พิมพ์ไม่เพียงพอ เมื่ออากาศรวมตัวกันและถูกแรงดันจากการ ฉีดพลาสติก เหลวเข้าไป อากาศจะมีแรงต้านเกิดขึ้น ทำให้พลาสติกไม่สามารถเข้าไปแทนที่ในแม่พิมพ์ได้ ซึ่งจะทำให้เกิดผลเสียแก่ชิ้นงาน ดังนั้นจุดระบายอากาศในแม่พิมพ์จึงมีความสำคัญมาก ไม่เพียงแต่เฉพาะแม่พิมพ์ฉีดพลาสติก แม่พิมพ์เป่าพลาสติก และแม่พิมพ์
การผลิตฝาขวดน้ำพลาสติกในปัจจุบัน มักนิยมใช้การ ฉีดพลาสติก เป็นส่วนใหญ่ ซึ่งในระยะหลังมานี้ มีการออกแบบฝาภายนอกให้มีรูปทรงแปลกๆมากมาย แต่ในส่วนของกลไกการล็อคฝากับขวด ยังนิยมใช้การหมุนเกลียว เพราะออกแบบง่ายราคาไม่แพงและสามารถกันการรั่วซึมได้เป็นอย่างดี
แม่พิมพ์ฉีดพลาสติกโดยทั่วไปมักใช้การปลดชิ้นงานด้วยเข็มกระทุ้ง ซึ่งแม่พิมพ์ฝาขวด
การ ฉีดพลาสติก ด้วยวิธีนี้ ในส่วนของ แม่พิมพ์พลาสติก อาจมีการปรับแต่งเพียงเล็กน้อย กระบวนการทั้งหมดจะขึ้นอยู่กับการปรับตั้งเครื่องฉีดพลาสติกเป็นส่วนใหญ่ ดังนั้นเครื่องฉีดที่ใช้ต้องรองรับกระบวนการดังกล่าวนี้ด้วย หรือในบางกรณีที่เครื่องฉีดไม่รองรับ อาจเพิ่มกระบอกไฮดรอลิคเป็นอุปกรณ์เสริมในแม่พิมพ์ก็ได้
ขั้นตอนทั้งหมดเริ่มโดยฉีดพลาสติกหลอมเหลวเข้าสู่แม่พิมพ์ฉีด
ในการฉีดพลาสติก เมื่อพลาสติกหลอมเหลวถูกดันสู่แม่พิมพ์แล้ว ในขั้นตอนต่อไปคือการ cooling ชิ้นงาน เมื่อชิ้นงานเซทตัวดีพอแล้ว จึงทำการปลดชิ้นงานออกจากแม่พิมพ์ ในขั้นตอนนี้เราเรียกกันว่า Ejection โดยทั่วไปแล้ว การปลดชิ้นงานออกจากแม่พิมพ์ เรามักใช้ ejector pin หรือแผ่นใช้ปลดชิ้นงาน ejector plate ทั้งนี้ขึ้นกับลักษณะของชิ้นงานนั้นๆ ในบทความนี้จะนำเสนอวิธีการปลดชิ้นงานโดยใช้ลม ซึ่งเรียกว่า air ejector
การปลดชิ้นงานโดยใช้ลม คือการใช้แรงดันลมจากแหล่งกำเนิดภายนอก ต่อเข้าสู่ตัวแม่พิมพ์ฉีดพลาสติก เมื่อแม่พิมพ์เปิด ลมจะได้ดันชิ้นงานให้หลุดออกจากตัวแม่พิมพ์ ซึ่งโดยทั่วไปแล้วจะขึ้นอยู่กับชิ้นงานว่ามีขนาดใหญ่หรือเล็ก และชิ้นงาน
งานบรรจุภัณท์พลาสติกส่วนใหญ่จะใช้ แม่พิมพ์เป่าพลาสติก ในการขึ้นรูป ขวดที่เราเห็นกันในชีวิตประจำวัน ไม่ว่าจะเป็นพลาสติก pet หรือ pe ล้วนต้องใช้แม่พิมพ์ในการขึ้นรูปทั้งสิ้น กระบวนการเป่าพลาสติกทั้งแบบ preform หรือ parison หลักเกณท์ในการออกแบบแม่พิมพ์เป่าพลาสติก ก็มีความแตกต่างกัน
การเป่าพลาสติก มีหลายรูปแบบ ในบทความนี้จะพูดถึงแบบ parison ซึ่งเราควบคุมความหนาของผนังขวดจาก นน.ชิ้นงาน และการปรับตั้งที่หัว die ของเครื่องเป่า เพื่อควบคุมให้ได้คุณภาพตรงตามต้องการ แต่ในบางกรณีชิ้นงานที่ได้จากการเป่าถึงแม้จะมีรูปร่างที่ถูกต้อง แต่เมื่อนำไปใช้งานจริง หรือนำไป drop test จะเกิดการแตกที่ก้นของชิ้นงาน ทำ
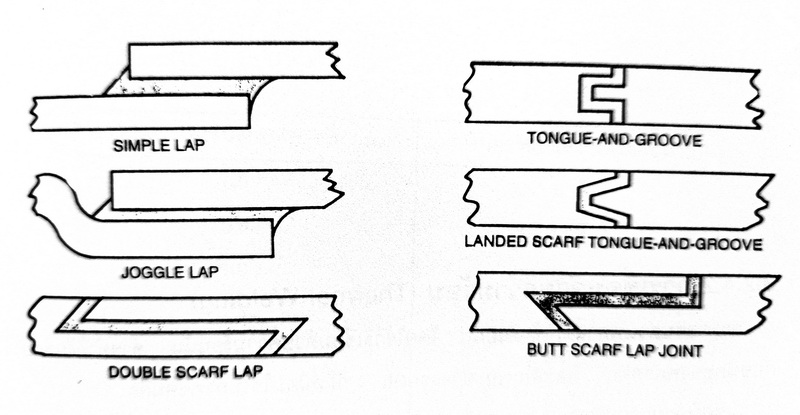
งานฉีดพลาสติก มีวิธีการต่อ ชิ้นส่วนพลาสติก เข้าด้วยกัน โดยใช้วิธีการเชื่อมด้วยความร้อนนั้น อาจทำได้หลายวิธีขึ้นอยู่กับชนิดของพลาสติก และลักษณะของรอยต่อ วิธีที่นิยมใช้ในการเชื่อมคือ
-เชื่อมด้วยความร้อน
-เชื่อมด้วยอัลตร้าโซนิค
-เชื่อมด้วยการสั่นสะเทือน
-เชื่อมด้วยการหมุน
-เชื่อมด้วยความถี่วิทยุ RF
-เชื่อมด้วยการเหนี่ยวนำหรือแม่เหล็กไฟฟ้า
การเชื่อมด้วยความร้อน
ในการเชื่อมพลาสติกด้วยความร้อน โดนเฉพาะชิ้นส่วนที่ทำจาก polycarbonate (PC) และชนิดอื่นที่คล้ายกัน จะนำแผ่นความร้อนที่เคลือบด้วย Polytetrafluorethylene (PTFE) คั่นกลางระหว่างพลาสติกทั้งสองชิ้นที่จะต่อกัน ชิ้นส่วนพลาสติก
จากบทความก่อนเรื่อง การต่อพลาสติก ในหัวข้อนี้ admin จะมาพูดถึงการต่อโดยใช้ตัวประสานช่วย ซึ่งมีรูปแบบการใช้งานที่น่าสนใจ และสะดวกในการใช้งานด้วย แต่ทั้งนี้ ก็ขึ้นอยู่กับชนิดพลาสติกที่ใช้ และรูปร่างของชิ้นงาน ที่ผู้ออกแบบ แม่พิมพ์พลาสติก จะเป็นผู้พิจารณาให้เหมาะสมกับวิธีการทำงาน
การใช้ตัวประสาน สำหรับการต่อชิ้นส่วนพลาสติกเข้าด้วยกัน แตกต่างจากการใช้น้ำยาเคมีคือ จะมีองค์ประกอบอื่น เป็นสารช่วยให้ชิ้นส่วนกับน้ำยาเคมีประสานกันได้ สารเคมีที่ช่วยยึดนี้เรียกว่าตัวประสาน (Adhesive) ซึ่งสามารถประสานพลาสติกเข้ากับพลาสติก (ไม่จำเป็นต้องเป็นวัสดุชนิดเดียวกัน) โลหะ,ยาง,เซรามิค,แก้ว,ไม้ หรือผิวของวัสดุอื่นได้
ตัวประสานที่นิยมใช้สำหรับเทอร์โมพลาสติก คือ อีพอกซี,Acrylics,Polyurethane,Phenolic,Polyester,Vinyl,ยาง และอื่นๆอีกหลายชนิด ขึ้นกับชนิดของพลาสติกที่จะต่อ แต่ที่นิยมใช้กันมากที่สุดคือ Cyanoacrylate เนื่องจากประสานกับวัสดุอื่นได้เร็ว
ในกระบวนการผลิต ชิ้นงานพลาสติก สามารถทำได้หลายวิธี เช่น การฉีดพลาสติก ,การเป่าพลาสติก หรือการขึ้นรูปพลาสติก ในบทความนี้จะเน้นถึงการผลิตโดยกระบวนการฉีดพลาสติกเป็นหลัก
การต่อชิ้นส่วนพลาสติกเข้าด้วยกันแบบถาวรจะแบ่งเป็นหัวข้อใหญ่ๆได้ดังนี้
-วิธีการประสานทางเคมี (Chemical Bonding)
-วิธีการเชื่อมด้วยความร้อน (Themal Welding)
การประสานด้วยเคมี (Chemical Bonding)
วิธีการนี้ไม่ต้องใช้ชิ้นส่วนช่วยยึดหรือสกรู แต่ต้องใช้น้ำยาเคมี อุปกรณ์จับยึด (Fixture) และอุปกรณ์ป้องกัน รอยต่อจะเกิดจากสารละลาย และตัวประสานสำหรับต่อชิ้นส่วนที่เป็นวัสดุชนิดเดียวกันหรือต่างชนิดกัน รอยต่อแบบนี้เหมาะสำหรับการประกอบชิ้นส่วนที่ต้องอุดไม่ให้ของเหลวหรือแก๊สรั่วออกมา และไม่สามารถใช้รอยต่อด้วยสกรู รอยต่อแบบนี้มีข้อดีคือ ไม่เกิดความเค้นจากการประกอบชิ้นส่วน แต่มีข้อเสียคือ สารละลายหรือตัวประกอบที่ใช้มักจะมีสารพิษ และเป็นอันตรายต่อผู้ใช้ สารเคมีเหล่านี้จะต้องเข้ากันได้กับชนิดของพลาสติก หรือวัสดุที่จะประสาน นอกจากนี้การเตรียมสารเคมีและรอให้รอยต่ออยู่ตัวจะต้องใช้เวลานาน ซึ่งขึ้นอยู่กับวิธีที่ใช้ ดังนั้นสรุปได้ว่า
โมลฉีดพลาสติกล้วนถูกออกแบบมาเพื่อ ฉีดพลาสติก ให้ได้ชิ้นงานออกมาสมบูรณ์ถูกต้องตามที่ผู้ออกแบบได้ทำการออกแบบไว้ ในขั้นตอนการสร้าง แม่พิมพ์ฉีดพลาสติก นั้น หากผู้ออกแบบขาดประสบการณ์ในงานฉีดพลาสติก อาจทำให้ชิ้นงานพลาสติกเกิดปัญหาขึ้นได้
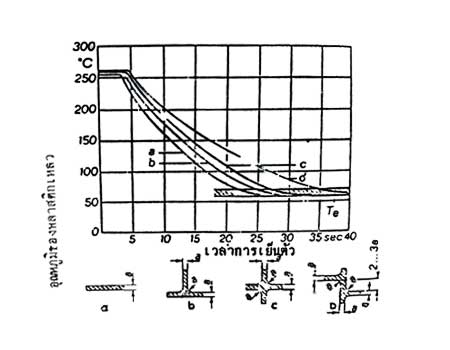
ในการฉีดพลาสติกจุดที่ส่งผลต่อชิ้นงานพลาสติกคือแรงดันและอุณหภูมิ ซึ่งมีผลต่อการหดตัวของชิ้นงาน ความหนาของผนังชิ้นงานที่แตกต่างกันย่อมส่งผลต่อเวลาในการหล่อเย็นที่ต่างกัน และมีโอกาสที่จะเกิดฟองอากาศด้านในได้
จากตารางที่1 แสดงความสัมพันธ์ของอุณหภูมิและเวลาที่ใช้ในการหล่อเย็นชิ้นงาน โดยแบ่งชิ้นงานเป็น4แบบ มีความหนาชิ้นงานเท่ากัน แตกต่างกันเพียงจุดรอยต่อขอชิ้นงาน จะเห็นได้ว่าชิ้นงาน a ใช้เวลาในการหล่อเย็นถึงจุด Te น้อยกว่าชิ้นงาน d ถึง15วินาที