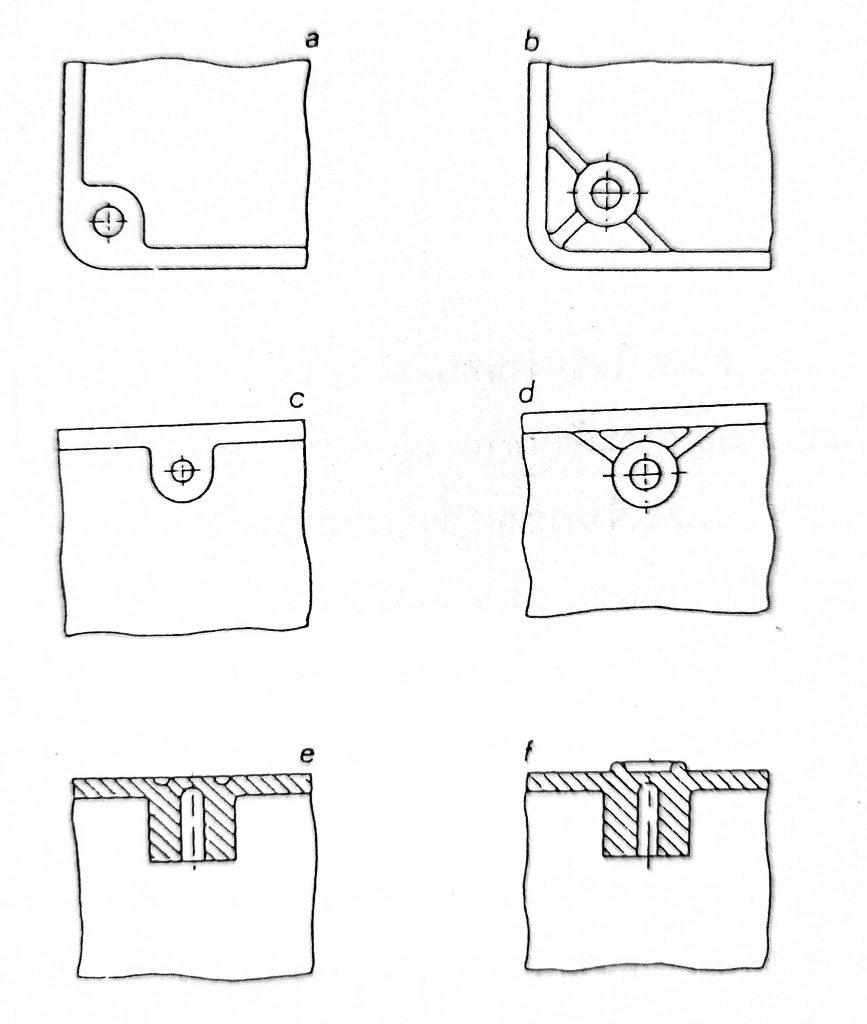
ในการฉีดพลาสติก เมื่อพลาสติกหลอมเหลวถูกดันสู่แม่พิมพ์แล้ว ในขั้นตอนต่อไปคือการ cooling ชิ้นงาน เมื่อชิ้นงานเซทตัวดีพอแล้ว จึงทำการปลดชิ้นงานออกจากแม่พิมพ์ ในขั้นตอนนี้เราเรียกกันว่า Ejection โดยทั่วไปแล้ว การปลดชิ้นงานออกจากแม่พิมพ์ เรามักใช้ ejector pin หรือแผ่นใช้ปลดชิ้นงาน ejector plate ทั้งนี้ขึ้นกับลักษณะของชิ้นงานนั้นๆ ในบทความนี้จะนำเสนอวิธีการปลดชิ้นงานโดยใช้ลม ซึ่งเรียกว่า air ejector
การปลดชิ้นงานโดยใช้ลม คือการใช้แรงดันลมจากแหล่งกำเนิดภายนอก ต่อเข้าสู่ตัวแม่พิมพ์ฉีดพลาสติก เมื่อแม่พิมพ์เปิด ลมจะได้ดันชิ้นงานให้หลุดออกจากตัวแม่พิมพ์ ซึ่งโดยทั่วไปแล้วจะขึ้นอยู่กับชิ้นงานว่ามีขนาดใหญ่หรือเล็ก และชิ้นงาน
Read More