มุมสำหรับปลดชิ้นงานพลาสติก Injetion Mould Taper
เพื่อให้ง่ายต่อการปลดชิ้นงานออกจากแม่พิมพ์ ผิวด้านนอกและผิวด้านในของชิ้นงาน รวมทั้งโครงหูที่ใช้ในการจับยึดและร่อง จะมีผนังเอียงในทิศทางเปิดของคาวีตี้ ชิ้นส่วนเลื่อน (Slide) สำหรับผิวที่เกี่ยวข้อง ก็ใช้หลักการเดียวกัน
Taper สำหรับ Polyolefine และ Polyacetal ควรมีขนาดประมาณ 0.5 ถึง 3 องศา สำหรับชิ้นงานที่มีขนาดใหญ่ ในกรณีของ Polystyrene ซึ่งแข็งกว่า ควรมีมุมลาดเอียงไม่น้อยกว่า 1.5 องศา ขนาดของ Taper จะขึ้นอยู่กับรูปร่างของชิ้นงาน ความหนาของผนังและอุณหภูมิปลดชิ้นงาน (ความอ่อนตัวขณะที่ปลด) ขนาดของ Taperที่น้อย จะต้องใช้แรงปลดที่มาก
ถ้าใช้แม่พิมพ์แบบแยก (Split Mould) ในการฉีดพลาสติกพวก Polyolyfin ไม่ต้องมีผนังเอียง หากการออกแบบระบบปลดชิ้นงานเป็นไปอย่างถูกต้อง
จากภาพด้านล่าง ทำให้สามารถหาค่า Conicity(K) สำหรับชิ้นงานที่กำหนดความสูง และมุมลาดเอียง (Draft Angle)ต่างๆ ตัวอย่างเช่น ถ้าความสูง 25 มม. และมี Taper 1 องศา ค่า Conicity คือ 0.43 มม.
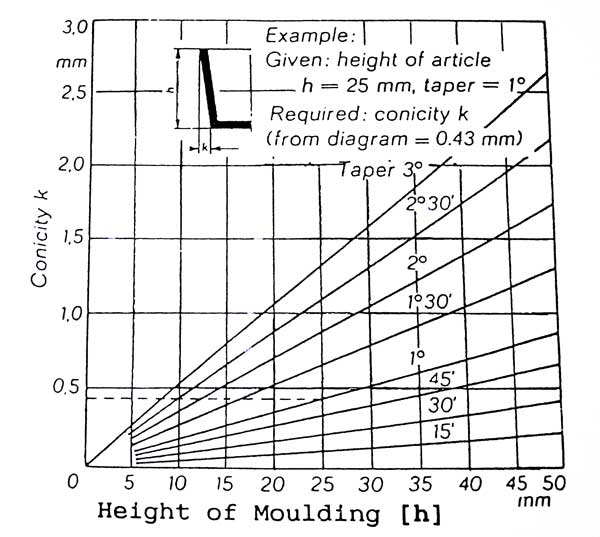
taper-mould