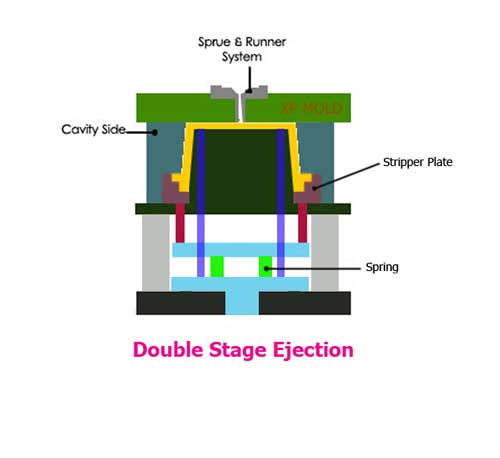
แม่พิมพ์พลาสติกกระทุ้ง2ชั้น Double Stage Ejection
ชิ้นงานพลาสติกที่มีขนาดใหญ่แต่มีผนังบาง มักจะต้องออกแบบวิธีการปลดหลายขั้นตอน โดยเฉพาะในกรณีที่ไม่สามารถวางเข็มกระทุ้งให้ดันส่วนผนังข้างหรือโครง ซึ่งเป็นส่วนที่แข็งแรงพอจะรับแรงกระทุ้งโดยไม่ทำให้ชิ้นงานเสียหาย จากภาพตัวอย่างด้านล่างชิ้นงานลักษณะนี้จะไม่สามารถกระทุ้งที่ผนังชิ้นงานได้โดยตรง
double-stage-ejection
ในกรณีนี้ต้องออกแบบระบบปลดชิ้นงานแบบสองขั้นตอน ชิ้นงานจะถูกแกะออกจากคอร์ก่อน ในระหว่างเปิดแม่พิมพ์โดยใช้แผ่น Stripper สปริงที่อยู่ในชุดกระทุ้งจะต้องแข็งแรงเพียงพอที่จะไม่ยุบตัวในขั้นตอนนี้ ทันทีที่แผ่นกระทุ้งชนกับแผ่นยึดคอร์ สปริงจะถูกอัดให้ยุบตัว ทำให้เข็มกระทุ้งดันชิ้นงานหลุดออกจากแผ่น Stripper ทำให้สามารถปลดชิ้นงานได้อย่างสมบูรณ์