งานฉีดพลาสติกงอโค้งที่มีสาเหตุจากความแตกต่างของการหดตัว
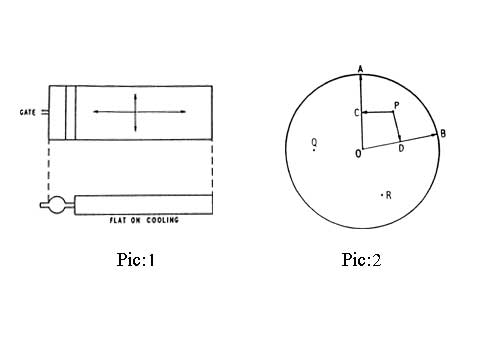
ในงานฉีดพลาสติก การหดตัวที่ไม่เท่ากันในทิศทางการไหลและทิศทางตั้งฉากกับการไหล จะทำให้ชิ้นงานมีโอกาสงอโค้ง และถ้ารูปร่างของชิ้นงานไม่มีความแข็งแรงเพียงพอ ก็จะเกิดการเสียรูปได้ ในกรณีที่ชิ้นงานฉีดเป็นแผ่นอย่างง่ายๆ โดยฉีดเข้าที่ gate ซึ่งกว้างเต็มแผ่น ดังภาพที่1 ทิศทางการไหลและทิศทางที่ Orientation เกิดมากที่สุด จะอยู่ขนานกับด้านข้างของชิ้นงาน เมื่อชิ้นงานเย็นตัวลงการหดตัวตามความยาวของชิ้นงานจะมีมากกว่าการหดตัวตามความกว้าง แต่เนื่องจากผลที่เกิดไม่มีความเค้นภายในชิ้นงานจึงไม่เกิดการบิดงอ
การหดตัวที่ไม่เท่ากันในงานฉีดพลาสติก
ในกรณีของชิ้นงานรูปจานกลม ดังภาพที่2 เข้า gate ตรงกลางจุด O การหดตัวมากที่สุดจะอยู่ตามเส้นทางการไหล OA,OB การหดตัวตามเส้นตั้งฉากกับการไหล PC,PD จะน้อยกว่าและทำให้มีเนื้อพลาสติกเกินมาในแนวเส้นรอบวงของชิ้นงาน จึงมีความพยายามที่จะปรับตัว ให้เหมากับเส้นผ่าศูนย์กลางของจานที่ลดลงไป ซึ่งเป็นไปได้เมื่อชิ้นงานเกิดการงอโค้ง การเปลี่ยนสภาพการฉีดเพื่อลด Orientation จะลดความแตกต่างของการหดตัว ขณะที่การเปลี่ยนเกรดของพลาสติกไปเป็นเกรดที่มี Orientation น้อย และความแตกต่างของการหดตัวน้อย จะช่วยลดการงอโค้งได้ การใช้พลาสติกที่น้ำหนักของโมเลกุลน้อย หรือการกระจายน้ำหนักในช่วงแคบก็จะมีผลเช่นเดียวกัน
วิธีอื่นที่ให้ผลในการลกการงอโค้ง ก็คือใช้การเข้า gate หลายจุด จากภาพที่2 ถ้าเพิ่ม gate ที่จุด P,Q และ R จะเห็นได้ว่าเส้น PC,PD ซึ่งก่อนหน้านี้มีทิศทางตั้งฉากกับทิศทางการไหล ตอนนี้ เส้นทั้งสองได้มีทิศทางเดียวกับการไหลจาก gate ที่จุด P การหดตัวในทิศทางนี้ จะมีค่าใกล้เคียงกับทิศทาง OA และ OB และลดโอกาสที่จะเกิดการงอโค้งลงได้มาก ทั้งนี้เนื่องจากเส้นทางการไหลที่สั้นลง ด้วยการเข้า gate หลายจุด จะลดการเกิด Orientation ให้น้อยลง มีเวลาและความร้อนช่วยให้คลายได้มากกว่า และแรงดันที่สูงขึ้นของพลาสติกในคาวิตี้จะมีผลต่อการลดการหดตัว รวมทั้งลดแรงดันฉีดพลาสติกให้เข้าเต็มคาวิตี้
Social tagging: ฉีดพลาสติก > บล็อกพลาสติก > แบบพลาสติก