การปลดเกลียวพลาสติกด้านข้าง
ในงานออกแบบชิ้นส่วนพลาสติก ผู้ออกแบบโดยมากมักจะออกแบบให้ชิ้นงานพลาสติกสามารถผลิตได้โดยง่าย ทั้งในส่วนของแม่พิมพ์ที่ใช้ผลิต และกระบวนการฉีดชิ้นส่วนพลาสติก เนื่องจากหากชิ้นส่วนพลาสติกมีความซับซ้อนมาก จะทำให้ราคาแม่พิมพ์สูงขึ้น และยังต้องใช้ระยะเวลาในการสร้างแม่พิมพ์ที่นานขึ้นตามไปด้วย หลังจากได้แม่พิมพ์ เมื่อนำไปทำการผลิตชิ้นงานพลาสติก ระยะเวลาฉีดสำหรับชิ้นงานพลาสติกที่ซับซ้อนมักจะนานกว่า ทำให้ราคาฉีดสูงขึ้นตามไปด้วย
แต่ในบางครั้งเราไม่สามารถหลีกเลี่ยงการออกแบบชิ้นส่วนพลาสติกที่ซับซ้อนได้ ก็จำเป็นต้องสร้างแม่พิมพ์เพื่อให้สามารถผลิตได้ตรงตามความต้องการของลูกค้า
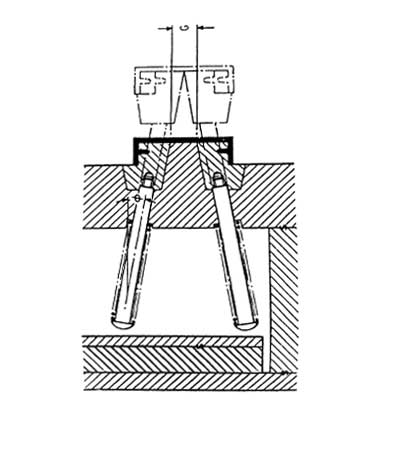
แม่พิมพ์แบบมีเกลียวด้านข้าง
การทำเกลียวในชิ้นส่วนพลาสติกเป็นเรื่องที่ยุ่งยาก เนื่องจากทิศทางในการเปิดแม่พิมพ์มีทิศทางเดียว แต่การปลดเกลียว(ในกรณีนี้พูดถึงการทำเกลียวใน) จำเป็นต้องใช้การเคลื่อนที่ 2 ทิศทาง(การหมุนและการเคลื่อนที่ตามแนวแกน) ผู้ออกแบบแม่พิมพ์จึงต้องจัดทำระบบกลไก เพื่อให้เกิดการหมุนและเลื่อนไปตามแนวแกนพร้อมกันในขณะที่ทำการเปิดแม่พิมพ์ ตามภาพด้านบน เมื่อแม่พิมพ์เปิดจะมีแกนเลื่อนเพื่อเปลี่ยนทิศทางการเคลื่อนที่เป็นแนวนอน Read More