แม่พิมพ์พลาสติกที่ขับด้วย Angular Cam
รูปแบบของชิ้นงานพลาสติกที่มี Undercut จะไม่สามารถปลดออกจากแม่พิมพ์ด้วยวิธีการกระทุ้งตามปกติได้ แม่พิมพ์พลาสติกที่ทำการขึ้นรูปต้องออกแบบให้เป็นแม่พิมพ์แบบสไลด์ ซึ่งระบบขับเคลื่อนกลไกเพื่อขับเลื่อนชุดสไลด์นี้ สามารถออกแบบได้หลากหลายวิธี ขึ้นอยู่กับผู้ออกแบบแม่พิมพ์และข้อจำกัดเรื่องรูปร่างของชิ้นงาน
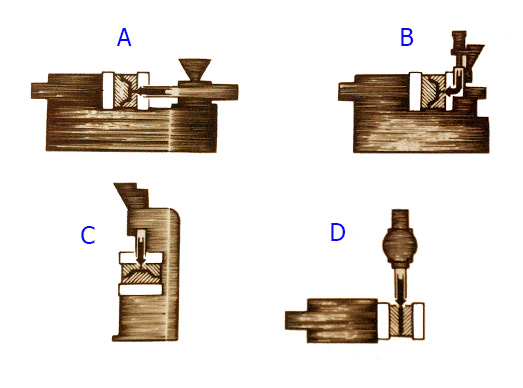
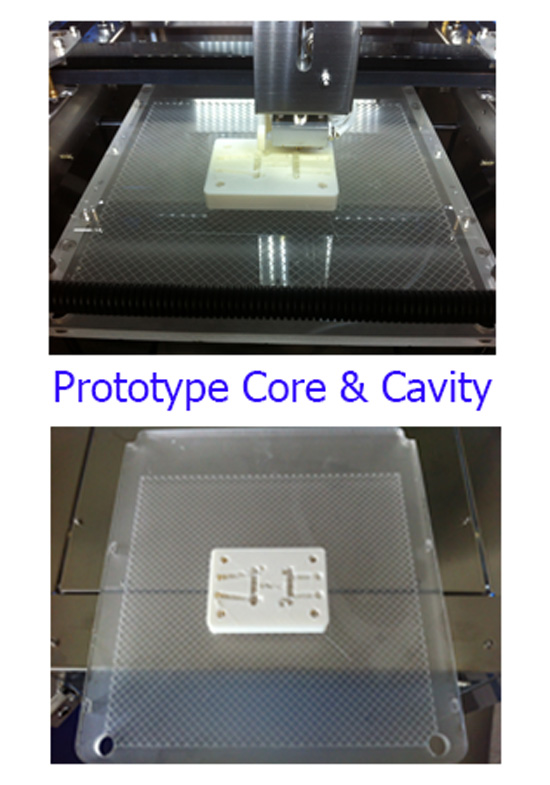
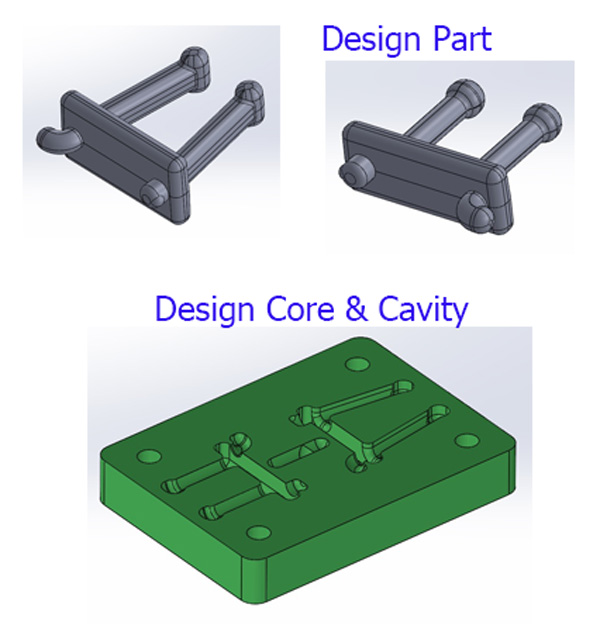
แม่พิมพ์พลาสติกแบบใช้ Angular Cam
แม่พิมพ์พลาสติกที่ขับด้วย Angular Cam นี้ จะทำงานโดยใช้การเคลื่อนที่เข้าออกของเครื่องฉีดพลาสติก ในจังหวะที่แม่พิมพ์ปิดเพื่อฉีดงาน ชุด Angular Cam จะดันชุดสไลด์ทั้ง2ฝั่งให้เลื่อนเข้าหากัน เมื่อเครื่องฉีดพลาสติกดันน้ำพลาสติกเข้าสู่โพรงแบบจนเต็มแล้ว ในจังหวะที่แม่พิมพ์เปิดเพื่อปลดชิ้นงาน แกน Angular Cam ที่เป็นช่วงแกนตรง จะยังไม่ไปเตะชุดสไลด์ ในจังหวะนี้ชิ้นงานด้านที่ติดฝั่งคาวิตี้จะถูกปลดออก เมื่อชุด Angular Cam เลื่อนไปจนกระทั่งปลาย Cam เตะ ชุดสไลด์จะถูกเปิดออกทำให้ Read More