เข็มกระทุ้งแบบหดตัวได้ Flexible cores pin
งานฉีดพลาสติกบางรูปแบบ แม่พิมพ์พลาสติกจะมีความซับซ้อน ขึ้นอยู่กับลักษณะของชิ้นงานพลาสติกที่ขึ้นรูป โดยปกติในงานออกแบบมักหลีกเลี่ยงข้อจำกัดดังกล่าวเพื่อความสะดวกในการสร้างแม่พิมพ์ฉีดพลาสติก
Read Moreงานฉีดพลาสติกบางรูปแบบ แม่พิมพ์พลาสติกจะมีความซับซ้อน ขึ้นอยู่กับลักษณะของชิ้นงานพลาสติกที่ขึ้นรูป โดยปกติในงานออกแบบมักหลีกเลี่ยงข้อจำกัดดังกล่าวเพื่อความสะดวกในการสร้างแม่พิมพ์ฉีดพลาสติก
Read More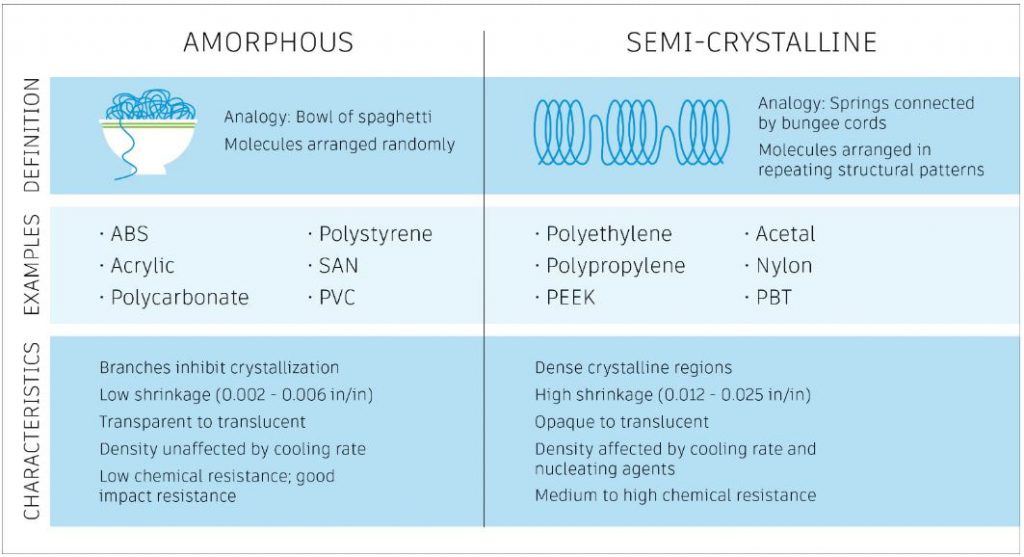
โมลพลาสติกหรือแม่พิมพ์พลาสติกใช้สำหรับขึ้นรูปผลิตภัณท์พลาสติก ในการออกแบบแม่พิมพ์พลาสติก การหดตัวของพลาสติกเป็นสิ่งสำคัญอันดับแรกที่ต้องพิจารณา ซึ่งการหดตัวของพลาสติกมีสาเหตุมาจากพลาสติกมีการอัดตัวและขยายตัวเมื่อได้รับความร้อน ซึ่งพลาสติกที่มีโครงสร้างเป็นระเบียบจะหดตัวมาก เนื่องจากการเปลี่ยนแปลงสภาพของพลาสติกในส่วนที่เป็นระเบียบ (Crystalline) ในทางทฤษฎีสามารถหาขนาดของการหดตัวได้ถ้าทราบค่าต่างๆที่เกี่ยวข้อง ซึ่งหาได้จากแผนภูมิ แรงดัน-ปริมาตร-อุณหภูมิ (P-V-T) ซึ่งได้มาจากการวัดด้วยวิธีที่เหมาะสม
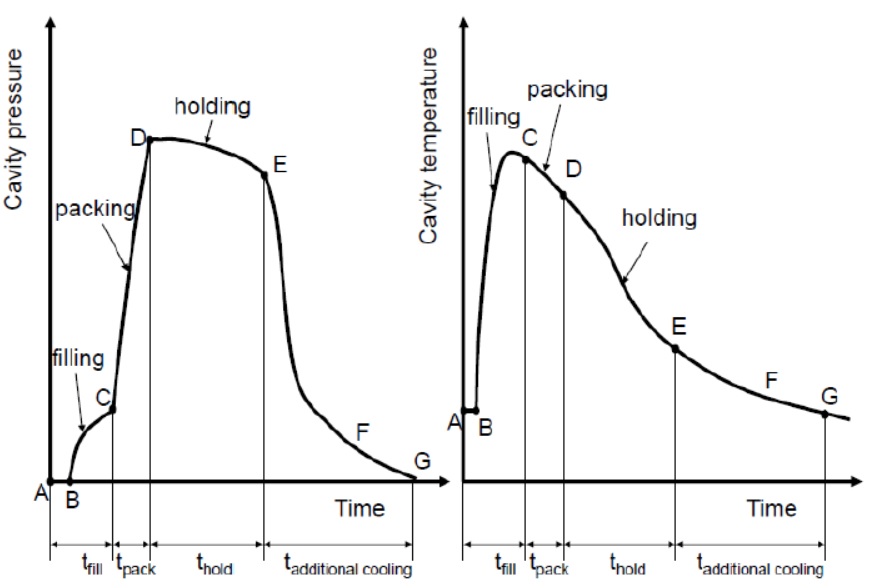
จากภาพที่ 1 ตำแหน่ง A-B เริ่มอัดน้ำพลาสติกที่อยู่ส่วนหน้าของปลายเกลียว น้ำพลาสติกไหลผ่านระบบ runner ของแม่พิมพ์พลาสติก Read More
ภาชนะที่ทำจากเทอร์โมพลาสติกที่มีโครงสร้างเป็นระเบียบ และมีการหดตัวแตกต่างกันในทิศทางการไหลและตั้งฉากกับการไหลของน้ำพลาสติก จะมีผนังโค้งเข้าหรือโค้งออกเล็กน้อยหลังจากปลดชิ้นงาน ลักษณะเช่นนี้สามารถทำให้เกิดปัญหาได้ ( ตามภาพที่ 1 )โดยเฉพาะถ้าต้องพิมพ์ลายหรือตัวหนังสือลงบนผนังด้านนี้
ภาพที่ 1 การเสียรูปของผนังด้านข้าง
ในขั้นตอนการออกแบบแม่พิมพ์พลาสติก เราสามารถชดเชยการโค้งงอของผนัง สำหรับชิ้นงานที่ฉีดด้วย HD-PE หรือ PP ผนังด้านนอกที่ถูกทำให้โค้งออก จะช่วยป้องกันไม่ให้ผนังด้านนั้นโค้งเข้าหรือเว้าเข้าไปได้ การเพิ่มความหนาทีละน้อยจนถึงกึ่งกลางของภาชนะ มักจะทำให้ชิ้นงานนั้นมีผนังข้างที่เรียบตรง อย่างไรก็ตาม การแก้ความหนาของผนังควรทำ Read More
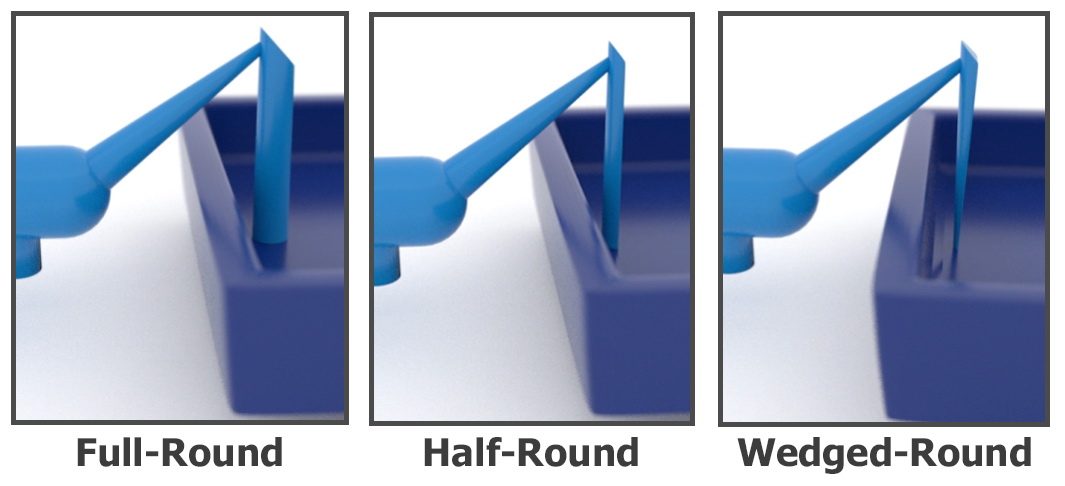
รูปแบบชิ้นงานที่หลากหลาย ส่งผลให้แม่พิมพ์ฉีดพลาสติกต้องปรับเปลี่ยนไปตามลักษณะของชิ้นงาน การประกอบแม่พิมพ์ส่วนที่เคลื่อนที่เข้าหาส่วนที่อยู่กับที่ของแม่พิมพ์นั้น เพื่อป้องกันความคลาดเคลื่อนของศูนย์กลางแม่พิมพ์ทั้ง 2 ส่วน พื้นผิวของเส้นแบ่งแม่พิมพ์ต้องทำเป็นร่องและบ่าสำหรับบังคับตำแหน่งศูนย์


จากภาพแม่พิมพ์สำหรับชิ้นงานทรงกระบอกกลม ส่วนบังคับตำแหน่งศูนย์เป็น
Read More
ในกระบวนการฉีดพลาสติกเข้าสู่แม่พิมพ์ พลาสติกหลอมเหลวจะถูกเครื่องฉีดอัดด้วยแรงดันสูงเข้าสู่แม่พิมพ์ การไหลของพลาสติกหลอมเหลวเพื่อเติมเต็มโพรงแบบภายในแม่พิมพ์อาจใช้เวลาเพียงไม่กี่วินาที การออกแบบแม่พิมพ์พลาสติก จึงควรคำนึงถึงการไหลเข้าของพลาสติกเพื่อเติมเต็ม และการไหลออกของอากาศภายในโพรงแบบ เพื่อให้ชิ้นงานที่ฉีดออกมามีคุณภาพสมบูรณ์ ไม่เกิดรอยตำหนิที่ชิ้นงาน
โดยปกติเรามักเลือกใช้ค่า ตามตารางด้านล่างนี้ เพื่อออกแบบระยะห่างของแม่พิมพ์ตามชนิดของพลาสติก
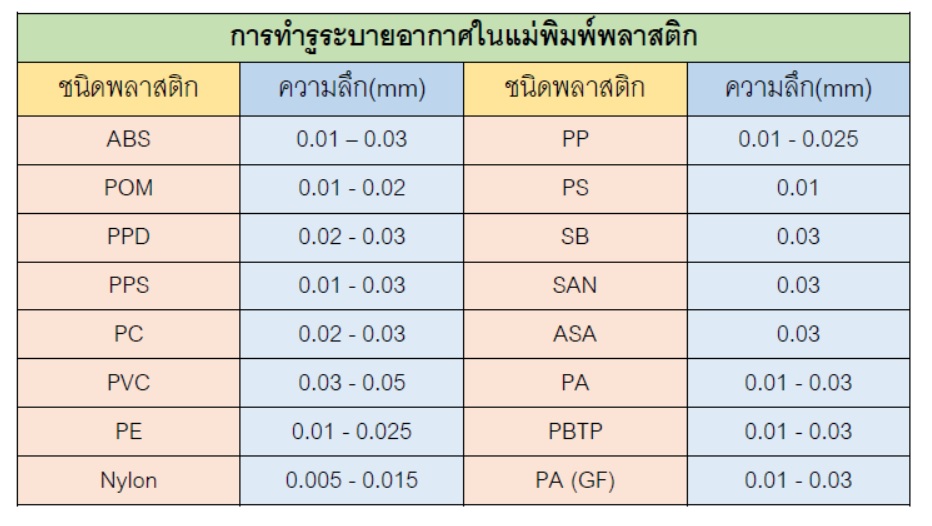
รูระบายอากาศในแม่พิมพ์พลาสติก
การระบายอากาศภายในแม่พิมพ์ควรพิจารณาดังนี้
1.การทำรูระบายอากาศต้องคำนึงถึงความหนืดของพลาสติกแต่ละชนิด ซึ่งค่าความหนืดขึ้นอยู่กับ
-อุณหภูมิของแม่พิมพ์
-อุณหภูมิของพลาสติกที่ฉีดเข้าไปในแม่พิมพ์
-ความดันในการฉีดพลาสติก
2.อุณหภูมิที่ตำแหน่งของรูระบายอากาศ
3.ความดันที่ cavity
รูปแบบของชิ้นงานพลาสติกที่มี Undercut จะไม่สามารถปลดออกจากแม่พิมพ์ด้วยวิธีการกระทุ้งตามปกติได้ แม่พิมพ์พลาสติกที่ทำการขึ้นรูปต้องออกแบบให้เป็นแม่พิมพ์แบบสไลด์ ซึ่งระบบขับเคลื่อนกลไกเพื่อขับเลื่อนชุดสไลด์นี้ สามารถออกแบบได้หลากหลายวิธี ขึ้นอยู่กับผู้ออกแบบแม่พิมพ์และข้อจำกัดเรื่องรูปร่างของชิ้นงาน
แม่พิมพ์พลาสติกแบบใช้ Angular Cam
แม่พิมพ์พลาสติกที่ขับด้วย Angular Cam นี้ จะทำงานโดยใช้การเคลื่อนที่เข้าออกของเครื่องฉีดพลาสติก ในจังหวะที่แม่พิมพ์ปิดเพื่อฉีดงาน ชุด Angular Cam จะดันชุดสไลด์ทั้ง2ฝั่งให้เลื่อนเข้าหากัน เมื่อเครื่องฉีดพลาสติกดันน้ำพลาสติกเข้าสู่โพรงแบบจนเต็มแล้ว ในจังหวะที่แม่พิมพ์เปิดเพื่อปลดชิ้นงาน แกน Angular Cam ที่เป็นช่วงแกนตรง จะยังไม่ไปเตะชุดสไลด์ ในจังหวะนี้ชิ้นงานด้านที่ติดฝั่งคาวิตี้จะถูกปลดออก เมื่อชุด Angular Cam เลื่อนไปจนกระทั่งปลาย Cam เตะ ชุดสไลด์จะถูกเปิดออกทำให้ Read More
แม่พิมพ์พลาสติกโดยส่วนใหญ่ ผู้ออกแบบแม่พิมพ์มักจะกำหนดทางเข้าน้ำพลาสติกให้อยู่กึ่งกลางของแม่พิมพ์ เพื่อให้ง่ายต่อการออกแบบเพื่อผลิตแม่พิมพ์และการฉีดพลาสติก แต่ในชิ้นงานพลาสติกบางชนิด นอกจากขนาดที่ถูกต้องแล้วเรื่องของผิวสัมผัสและความสวยงามของชิ้นงาน ก็เป็นสิ่งที่ต้องให้ความสำคัญเช่นกัน
Ejector Pin Gate
เพื่อหลีกเลี่ยงตำหนิที่เกิดจากช่องทางเข้าของน้ำพลาสติก ผู้ออกแบบแม่พิมพ์มักเลือกใช้วิธี Read More
คุณสมบัติที่สำคัญของเทอร์โมพลาสติกคือ ปราศจากความชื้นและสารทำละลายอื่นที่มีจุดเดือดต่ำ ความชื้นปริมาณเล็กน้อย สามารถกลายเป็นไอน้ำได้ ซึ่งจะมีโอกาสติดอยู่ภายในชิ้นงาน ในระหว่างขั้นตอนการฉีดพลาสติก
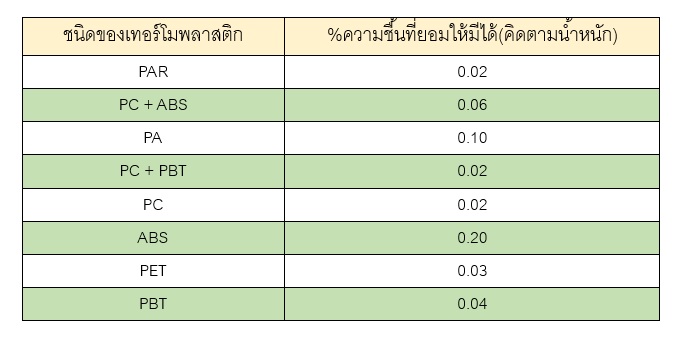
เปอร์เซ็นต์ความชื้นเทอร์โมพลาสติก
ไอน้ำนี้จะขยายตัว เมื่อแรงดันของน้ำพลาสติกลดลงในขั้นตอนสุดท้ายของการฉีดพลาสติก ซึ่งนำไปสู่การเกิดโพรงในเนื้อชิ้นงาน บางครั้งโพรงดังกล่าวจะแบน เนื่องจากการเฉือนระหว่างที่น้ำพลาสติกไหล ทำให้เกิดรอยเงาที่ผิวพลาสติกที่เรียกว่า Mica mark ความชื้นที่ถูกดูดซับเข้าไปในเนื้อพลาสติก ทำให้ต้องใช้เวลานานในการอบเม็ดพลาสติกให้แห้ง โดยทั่วไปเมื่อใช้อุณหภูมิในการฉีดสูงขึ้น ปริมาณความชื้นที่ยอมให้มีในเม็ดพลาสติกก็ต้องลดลงด้วย ทั้งนี้เพราะ Read More
การฝังเกลียวโลหะอาจทำได้โดยการฉีดพลาสติกหุ้ม (Casted-in) หรือฝังลงไปในรูที่ฉีดเตรียมไว้แล้ว โดยการใช้คลื่นเสียง Ultra Sonic หรือความร้อน โลหะที่ใช้สำหรับฝังในแม่พิมพ์พลาสติกจะมีรูปแบบต่างๆ ดังแสดงในภาพที่ 1

ภาพที่ 1 เกลียวโลหะฝังพลาสติกขึ้นรูป
แม่พิมพ์พลาสติกที่ใช้การฉีดหุ้มเกลียวโลหะ ต้องออกแบบให้มีการจับยึดเกลียวโลหะที่แน่นหนาเพียงพอ Read More