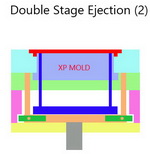
แม่พิมพ์พลาสติกแบบกระทุ้ง2ขั้นตอน (แบบที่2) Double Stage Ejection (part 2)
ในบทความตอนที่แล้ว ได้อธิบายถึงการออกแบบระบบปลดชิ้นงานแบบ 2 ขั้นตอน ในทางทฤษฏีวิธีการดังกล่าวสามารถใช้งานได้ แต่ในการฉีดพลาสติกจริงๆอาจมีข้อผิดพลาดเกิดขึ้นได้ หากสปริงยุบตัวเร็วเกินไป เข็มกระทุ้งที่ค่อนข้างบางจะกระทุ้งที่ชิ้นงานก่อน ซึ่งอาจทำให้ชิ้นงานเกิดความเสียหายได้ ในทางปฏิบัติจริงเราสมควรที่จะออกแบบการปลดชิ้นงานในลักษณะนี้จะเหมาะสมกว่า
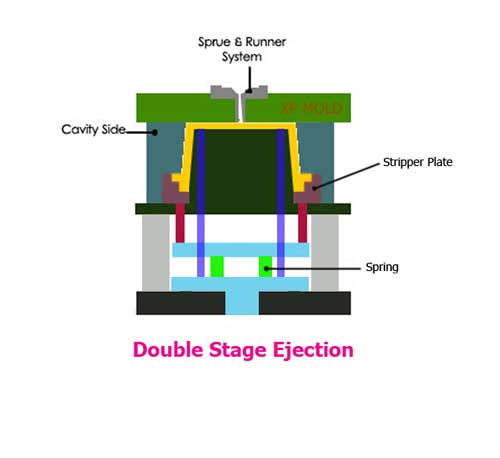
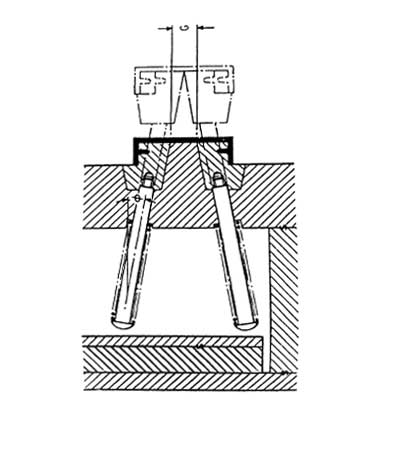
แม่พิมพ์พลาสติกแบบกระทุ้ง2ขั้นตอน
แม่พิมพ์พลาสติกแบบนี้ระบบปลดชิ้นงานจะมีกระเดื่องประกอบรวมอยู่กับชุดกระทุ้ง ระหว่างที่แม่พิมพ์เปิด ชิ้นงานจะถูกปลดออกจากแม่พิมพ์ฝั่งตัวผู้โดยแผ่นปลด (Stripper Plate) แขนที่สั้นกว่าของกระเดื่องที่อยู่ในช่องของ Spacer Block จะเป็นจุดหมุนดันให้แขนอีกข้างยกแผ่นกระทุ้ง เข็มกระทุ้งจึงสามารถกระทุ้งชิ้นงานหลุดออกจากแม่พิมพ์ได้ในที่สุด การออกแบบในลักษณะนี้จะเป็นการป้องกันไม่ให้เข็มกระทุ้งดันชิ้นงานก่อนที่ชิ้นงานจะถูกปลดออกจากแม่พิมพ์ฝั่งตัวผู้