การวางตำแหน่ง Gate ในโมพลาสติก
ทางเข้าน้ำพลาสติกเป็นส่วนที่สำคัญ ไม่เฉพาะสำหรับการฉีดพลาสติกให้เป็นไปอย่างเรียบร้อย แต่ยังมีผลไปถึงการปลดชิ้นงานในขั้นตอนสุดท้าย และการผลิตชิ้นงานโดยปราศจากข้อบกพร่องด้วย
ในบทความนี้จะอธิบายถึงรูปร่างทั่วไปของ gate พร้อมด้วยคุณลักษณะและแบบที่ต่างกัน ชนิดและการวางตำแหน่งของ gate บนชิ้นงานฉีดพลาสติก จะกำหนดให้เป็นไปตามความต้องการพื้นฐาน คือ น้ำพลาสติกควรไหลเข้าแม่พิมพ์อย่างรวดเร็ว ด้วยเส้นทางการไหลที่สั้น โดยมีการสูยเสียความร้อนและแรงดันน้อยที่สุด และควรไหลไปถึงปลายทางทุกแห่งของคาวีตี้ในเวลาำไล่เลี่ยกัน ซึ่งมีความสำคัญต่อแม่พิมพ์แีดพลาสติก โดยเฉพาะอย่างยิ่งแม่พิมพ์ที่มีหลายคาวีตี้ เส้นทางการไหลของน้ำพลาสติกไปทุกคาวีตี้จะต้องเหมือนกัน
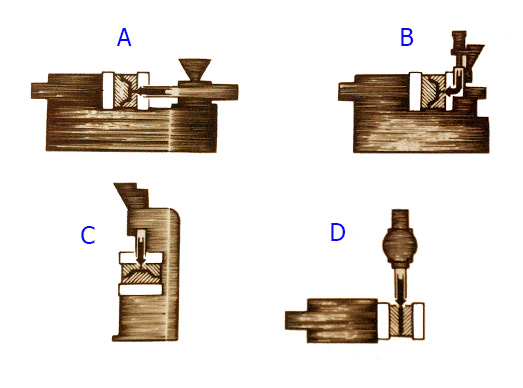
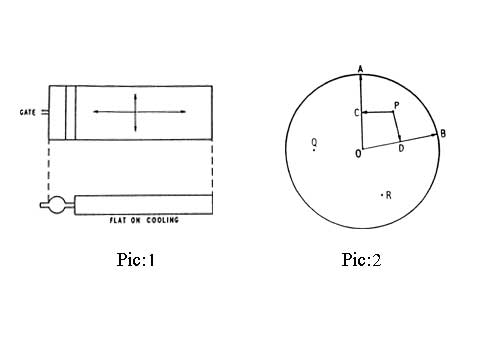
การวางตำแหน่งของ gate มีผลต่อเส้นทางการไหล (Flow path) ของน้ำพลาสติกที่เข้าไปในคาวีตี้ และการเกิด weld line ภาพด้านล่าง(ขวามือ)แสดง gate ที่เข้าด้านข้างตามปกติ (Normal,Lateral Gate)ทำมุมอย่างเหมาะสม เพื่อไม่ให้น้ำพลาสติกไหลเข้าไปในคาวีตี้โดยปราศจากการควบคุม สิ่งสำคัญในการวางตำแหน่งของ gate คือ น้ำพลาสติกจะต้องชนผนังคาวิตี้หรือ core

ทางเข้าน้ำพลาสติก
ถ้าน้ำพลาสติกถูกฉีดเข้าไปในที่ว่างของคาวิตี้โดยตรง จะเกิดการไหลเป็นรูปไส้กรอกหรือตัวหนอน ดังภาพด้านบน(ภาพกลาง) ในกรณีนี้ Read More