โมล์ดฉีดพลาสติก แบบที่มี slide core ผู้ออกแบบแม่พิมพ์สามารถออกแบบได้หลากหลายวิธี ขึ้นอยู่กับลักษณะชิ้นงาน,ขนาด และข้อจำกัดในเรื่องของต้นทุนที่ใช้สร้างแม่พิมพ์ ซึ่งในแต่ละรูปแบบก็มีข้อดี,ข้อเสียแตกต่างกันไป ในบทความนี้จะยกตัวอย่างวิธีการออกแบบที่นิยมใช้กันอยู่ 4 แบบ
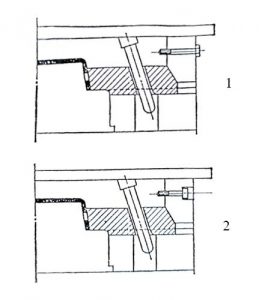
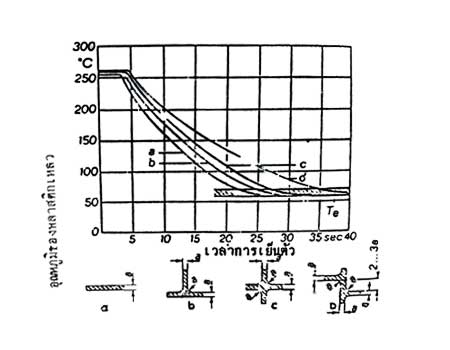
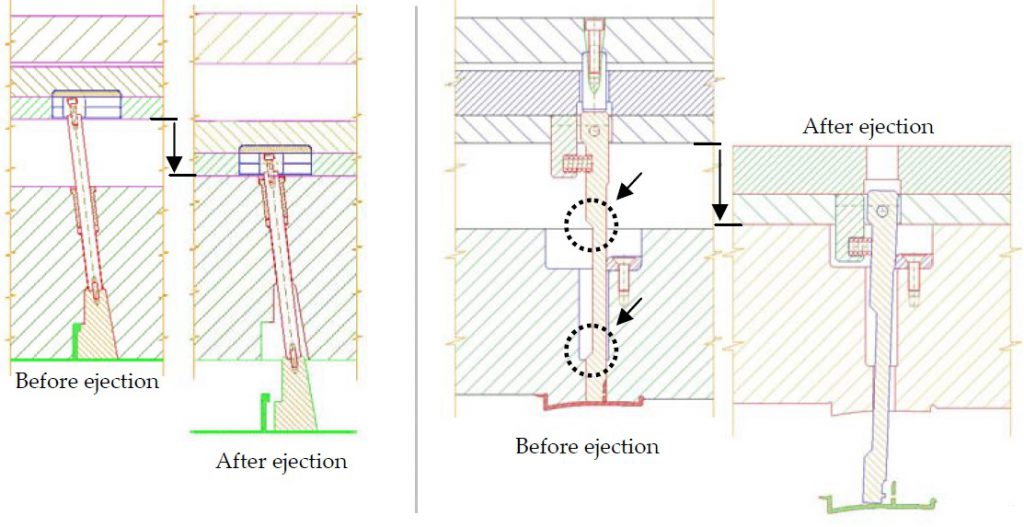
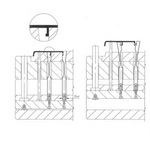
ภาพที่ 1 โมล์ดพลาสติก แบบนี้เหมาะสำหรับการใช้งานที่แรงดันไม่สูงมากนัก เนื่องจากมีความแข็งแรงต่ำ มีโอกาสที่สลักเกลียวที่ใช้ยึดจะยืดออก ส่งผลให้ในจังหวะฉีด slide จะถอยกลับได้ ซึ่งจะทำให้ชิ้นงานพลาสติกเกิดครีบแลบได้
ภาพที่ 2 โมล์ดพลาสติก แบบนี้จะคล้ายคลึงกับภาพที่ 1 แต่ความยาวสลักเกลียวน้อยกว่าจะมีความแข็งแรงมากกว่า ในบางครั้งจะให้ความร้อนแก่สลักเกลียวในการประกอบด้วย
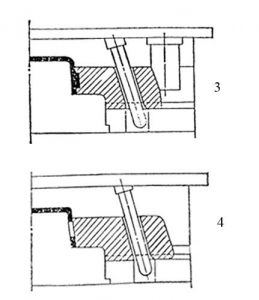
ภาพที่ 3 โมล์ดพลาสติก แบบนี้จะทำการขุดเป็น sub insert ในชุดแม่พิมพ์อีกที แบบนี้จะดีกว่า 2 แบบแรก
ภาพที่4 โมล์ดพลาสติก แบบนี้จะทีความแข็งแรงมากที่สุด โดยทำมาจากวัสดุก้อนเดียวกันเลย แต่จะทำให้สิ้นเปลืองวัสดุและเวลาในการตัดเฉือนมากกว่า ซึ่งทำให้ต้นทุนของแม่พิมพ์สูงขึ้นตามไปด้วย